Svařování elektrofúzních trubek
Pokládání potrubí nebo hlavního kanalizačního systému nelze provést pouze jedním kusem materiálu. K dnešnímu dni bylo vyvinuto mnoho metod, pomocí kterých je spojeno jednotlivé segmenty. Nejvyspělejší je svařování elektrofúzních trubek.
Co to je?
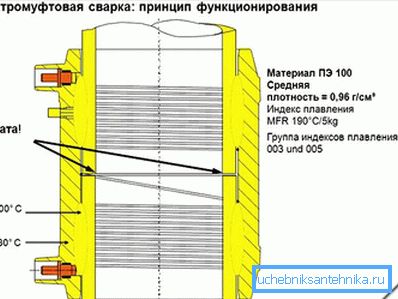
Podstata metody spočívá v tom, že spojovací armatura má v sobě elektrickou spirálu. Může být zcela otevřený, částečně zakrytý nebo skrytý. Topný článek má dva výstupní kontakty, ke kterým je připojen svařovací stroj. Specifikovaná hodnota napětí je dodávána po určitou dobu. Vnitřní část konektoru a vložená část potrubí pod působením teploty se stávají tekutými. Vnější stěna se do takového rozsahu nezahřívá a zachovává svou pružnost, což způsobuje, že se látka pohybuje dolů, čímž vzniká monolitická struktura.

Spojky jsou vyrobeny ze tří typů plastů: polyethylen, polypropylen, polybuten. Pro instalaci plynovodů se obvykle používá pouze první možnost.
Tip! Označení je aplikováno na armatury, které informuje operátora o tom, jaké napětí a jaké období se má použít. Také udává dobu chlazení hotového spoje. Navíc návrh zajišťuje speciální indikátory, které signalizují dokončený proces.
Výhody

Tato technologická metoda má mnoho pozitivních aspektů:
- Během svařování se vnitřní průměr trubky neklesá. To znamená, že může být použito nejen v případech, kdy systém má tlakovou hlavu s konstantním tlakem. Systémy odvodnění a bouře nejsou výjimkou.
- Díky dobře promyšlené nástrojové základně se při provádění všech požadovaných operací sníží lidský faktor na minimum.
- Tato metoda je přijatelnější, pokud potřebujete přilnout dva trubky s velkým průměrem.
- Elektrofúzní svařování bude nezbytné při opravě hlavní linky a není možné posunout potrubí ve vodorovné rovině.
- Překážka kloubení nebude také v případě, že obě nebo jedna z trubek je vyztužena vyztužujícími vměstky. Při svařování na tupo není zaručena taková pevnost švu.
- Trubky ze šitého polyetylénu se obvykle spojují mechanicky. ZN svařování poskytuje příležitost ovlivnit molekulární vazby a poskytuje vysoce kvalitní švy.
- Montáž potrubí s řadou odboček může být provedena přímo v místě bez nutnosti předběžného připojení a instalace hotové konstrukce.
- Úspora elektrické energie ve srovnání s jinými typy.
- Výhodou svařovacích výrobků z různých druhů polyethylenu, stejně jako různých průměrů.
Nástrojová sada

Aby byl celý proces hladký, musíte mít s sebou konkrétní nástroj:
- Svařovací stroj. Pro tento typ svařování byla vyvinuta unikátní jednotka. Je založen na polovodičové technologii, takže spotřebuje řádově méně elektrické energie než ostatní protějšky. Obvykle pro takové jednotky jsou uvedeny maximální a minimální průměry svařování. K dispozici je snímač čárových kódů, který automaticky zadává data o konkrétním typu připojení, lze jej také provést ručně. Údaje o každém prošlém kloubu jsou uloženy v paměti tak, aby operátor nebo kontrolní skupina získala informace. Můžete mít vestavěný sériový nebo USB port, můžete k němu připojit flash disk a přenést nastavení nebo data. Přední panel má obvykle displej, který zobrazuje aktuální nastavení. Kompletní s některými jednotkami jsou tipy různých sekcí.
- Polohovadlo Malé kovové upínací pouzdro ve formě pásky, které má několik svorek. Tento nástroj umožňuje umístit trubky do stejné roviny pro svařování. Je také určena k opravě ovality. Pro tyto účely může být použita i samostatná svorka.
- Truborez. Obvykle se používá disk. Je to ten, kdo umožňuje provádět rovný řez, což je požadavek.
- Škrabka Malá rukojeť s čepelí. Může to být také zařízení s několika moduly. Jeden z nich je umístěn v trubce, druhá, na které je řezná hlava umístěna, spojuje a odstraňuje horní vrstvu během otáčení. Tento postup není nezbytný k vytvoření drsného povrchu, ale k odstranění oxidované části trysky.
- Ruleta nebo pravítko.
- Čistič. Je nutné odstranit nečistoty a mastnotu. Měl by být používán speciálně pro konkrétní typ potrubí. Nepoužívejte běžný alkohol nebo aceton.
- Marker. Nepromokavé bílé nebo jasné barvy se používají nejen k označení značek, ale i k určitým datům místo hrotů.
Tip! U sedlové vložky se používá také speciální vrtačka, stejně jako šestihranný klíč a šroubovák pro svorky.
Montáž

Proces hrotu není příliš komplikovaný, ale vyžaduje určitou přesnost, pozornost a vytrvalost.
- Pokud je čas před zahájením práce, doporučuje se trubka narovnat do 24 hodin a odvíjet ji z pozice, což pomůže částečně korigovat ovalitu.
- První věc, kterou musíte udělat, je oříznout okraj potrubí. Pro tyto účely je možné, ale není žádoucí, použít pilu. Zadek je drsný. Použijte řezačku trubek na kotouči a zajistěte správnou rovinu.
- Další je značka. Je nutné aplikovat linii, na kterou se armatura bude nosit. Z ní udělejte okraj o dalších 1-2 cm a známku.
- Použijte škrabku nebo mechanický čistič oxidu, odstraňte horní vrstvu. U trubek, jejichž průměr nepřesahuje 63 mm, je to 0,1 mm. Pokud je vnější průměr větší, musíte odstranit 0,2 mm.
- Nyní se potrubí zpracuje rozpouštědlem a umístí se do polohovadla. Musí mít pevné a správné ovality. Montáž by neměla být vystavena únavovému namáhání. Polohovadlo musí kompenzovat.
- Spojka je nasazena (musí být také ošetřena roztokem zevnitř). Je-li průměr trubky velmi velký, pak je spojka napnutá na plnou velikost. Druhá odbočná trubka je přivedena a kování je zaklesnuto na polovinu hloubky. Hypotéční šroubovice musí být v celé své trubce, aby bylo zajištěno správné legování.
- Po připojení dvou trubek je svařovací stroj připojen. Potřebné parametry čte skener nebo ručně zadané. Proces začíná. Je důležité si uvědomit, že doba chlazení zahrnuje i celý cyklus. Pokud je klip odstraněn před časem, těsnost se přeruší.
- Po dokončení všech úloh se na spojení uvede čas a datum, stejně jako provozovatel.
- Montáž sedlové vložky má podobný algoritmus. Čištění se provádí na místě instalace, ale nikoliv po celém obvodu, ale pouze v oblasti adheze, která bude blokována spirálou. Po vyjmutí je sedlo zapnuto a pevně upnuto. Svařování se provádí. Dále se pomocí přídavného nástroje provádí řez. Pomocí zástrčky je technologický otvor uzavřen a je použit štítek.
Tip! K odstranění oxidu nepoužívejte brusný papír nebo nevhodné pračky. Budete jednoduše poškrábat povrch, ale nedosáhnete požadovaného výsledku.
Typické chyby

V některých případech je spojení odtlakováno. To lze zjistit již po dokončení úplné instalace. K tomu dochází z následujících důvodů:
- Provozovatel nevyrovnal ovalitu. To může způsobit, že roztavený plast neplní celý prostor.
- Škrábání nebylo provedeno škrabkou. Výsledkem bude, že spojka a trubka netvoří monolitické pájení.
- Trubka byla v úhlu k montáži. Důsledkem bude únik kapalného plastu.
- Montáž nebyla zcela namontována. Hypoteční šroubovice neroztaví dostatečné množství kloubového povrchu.
- Neuskutečnilo se žádné odmašťování nebo po dotyku na místo čištění. Připojení nebude těsné.
Pro připojení trubek z HDPE platí tato instrukce také. Tato metoda je mnohem lepší než použití kování s mechanickou svorkou, která nemůže poskytnout dokonalou těsnost.
Video
Poskytované video materiály ukazují technologický postup svařování elektrofúzních trubek: